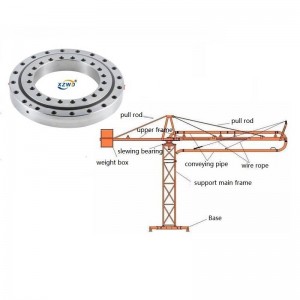
Dış dişli döner halkalı ağır hizmet tipi döner tabla rulmanları



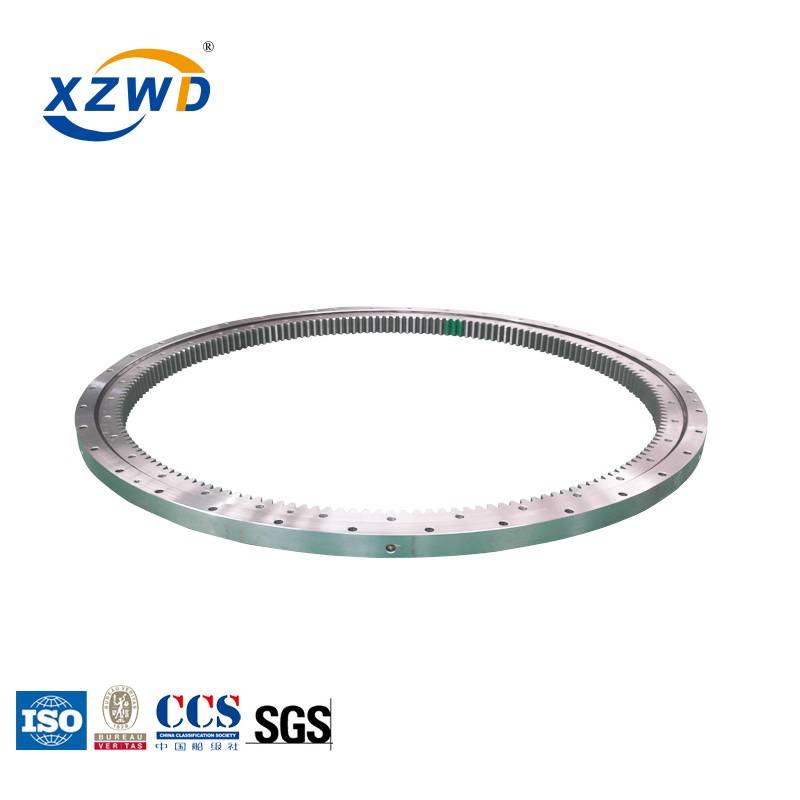

Dişlilerin nihai ve yorulma yükleri altındaki temas ve bükülme mukavemeti sırasıyla ISO6336-1:2006, ISO6336-2:2006 ve ISO6336-3:2006'ya göre hesaplanmış ve doğrulanmıştır.Sf 1,48'dir ve dişli ağ açıklığı, radyal akışın en yüksek noktası için ayarlanır.dönen yatakdişli aralığı dairesi.Minimum diş açıklığı tipik olarak 0,03 ila 0,04x modüldür ve pinyon dişlilerinin tüm çevre üzerindeki dişli ağ açıklığının, pinyon dişlilerinin nihai sabitlenmesinden sonra yeniden kontrol edilmesi gerekir.dönen yatak.
Tek sıralı dört noktalı temaslı bilyalı döner halkanın iç bilya işleme doğruluğu ve iç yuvarlanma yolu işleme doğruluğu yüksek değil veya yuvarlanma yolu silindiri ve ara parça çarpışmasında kalite kusurları ve yağlama yağı eksikliği var, döner halkanın düzgün çalışmasını doğrudan etkiliyor ve gürültü, bu nedenle döner halka kusurlarını kontrol ederken, bazen arıza sıklığını azaltmak için bilyeyi değiştirerek.
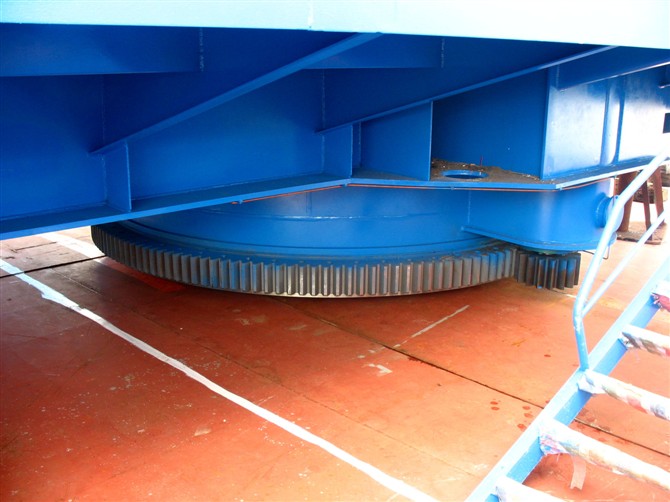
Uzun bir çalışma süresinden sonra dişlinin yük altında olması nedeniyle, adım çizgisi yakınında küçük bir metal parçası veya metal şeridi oluşacak, metal talaşlarının çukurlaşması veya kemirilmesi, çukurlaşma veya diş oluşumu olacaktır.Döner yatak dişi yüzeyi, çalışma süresinin artmasıyla çukurlaşır ve genişler, böylece döner yatak ağ dişi hasarı, kule vinci dönme gürültüsü ve darbe artar, metal parçacıklara çarpma döngüsü ve döner halka diş yüzeyinin aşınmasını hızlandırır, kısır bir döngü oluşturuyor.Ek olarak, marş motorunun döner halka mekanizmasındaki imalatı ve montajı, darbe titreşimi oluşturacak şekilde kendi kusurlarına sahiptir ve tahrik tekerleğinin döner yatakla birleşme süreci dengesizdir, bu da titreşim ve yankılanma gürültüsünün frekansını artırır. desibel.

Kaynak kalitesi standartlara uygun değilse kaynak kusurunun yeniden işlenmesi ve yeniden kaynak yapılması gerekir.Onarımda, kaynak onarımı yalnızca yeni kaynak gerilimi üretmekle kalmayacak ve işlenmiş montaj yüzeyinin düzlüğü de büyük bir etkiye sahip olacak, aynı zamanda döner yatakta dahili döner gövde ve döner halka yuvarlanma yolu boyunca üretilen kaynak akımı da aynı zamanda büyük bir etkiye sahip olacaktır. bir miktar hasara neden olur.Ayrıca, üretim montajındaki montaj hataları, pim dişlerinin sahada kurulumu ve cıvata ön yüklemesi de gereklilikler karşılanmadığı takdirde anormal gürültü veya çatırtı üretebilir.
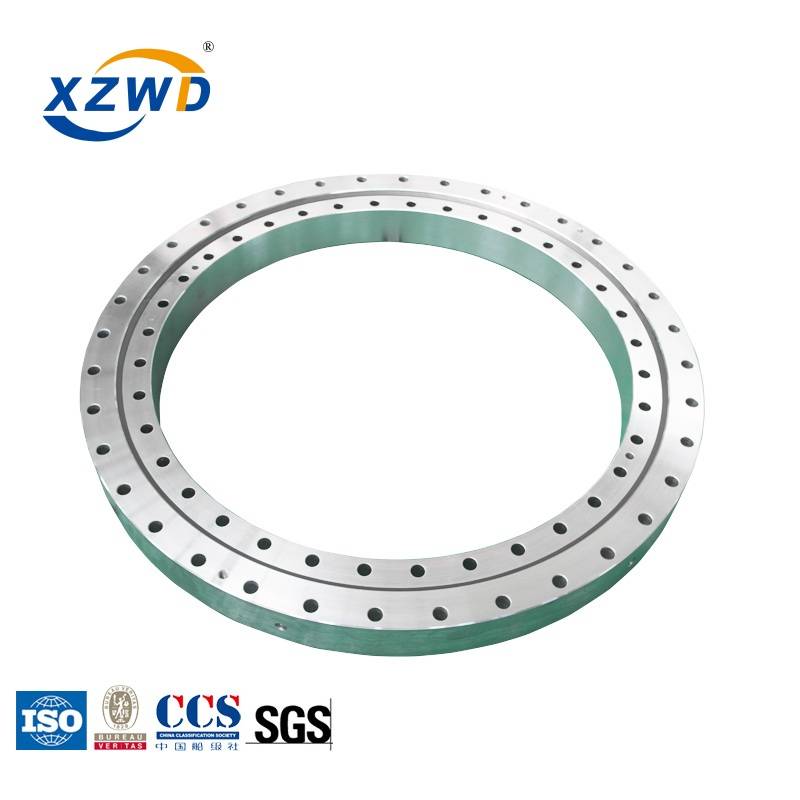
Döner halkanın ana formları dış ve iç tiptedir, büyük ve küçük dişliler zayıf bir şekilde birbirine geçer, bazen sıkı, bazen gevşek, döner halka dişinin maksimum konumu dışarı doğru akması çok sıkı bir şekilde birbirine geçmesi gürültüye neden olur.Bu nedenle üretim süreci kritiktir.Fabrikayı rölantide yeni terk eden döner yatak, çelik bilyanın yuvarlanmasında tekdüze bir ses çıkaracaktır; bu normaldir.Örneğin, tekdüze normal çınlamanın eşlik ettiği başka bir anormal derecede büyük çınlama anormaldir.Başarısızlığın birçok nedeni var.
1. Üretim standardımız JB/T2300-2011 makine standardına uygundur, ayrıca ISO 9001:2015 ve GB/T19001-2008'in etkin Kalite Yönetim Sistemlerini (QMS) de bulduk.
2. Kendimizi yüksek hassasiyet, özel amaç ve gereksinimlerle özelleştirilmiş döner yatağın Ar-Ge'sine adadık.
3. Bol miktarda hammadde ve yüksek üretim verimliliği ile şirket, ürünleri müşterilere mümkün olan en kısa sürede tedarik edebilir ve müşterilerin ürünleri bekleme süresini kısaltabilir.
4. Dahili kalite kontrolümüz, ürün kalitesini sağlamak için ilk muayeneyi, karşılıklı muayeneyi, proses içi kalite kontrolünü ve numune alma muayenesini içerir.Şirketin eksiksiz test ekipmanı ve gelişmiş test yöntemi vardır.
5. Güçlü satış sonrası servis ekibi, müşterilere çeşitli hizmetler sunmak için müşteri sorunlarını zamanında çözer.